| SMT回流焊温度曲线及精密电子焊接工藝技術讲解! | 您所在的位置:网站首页 › vitronics soltec回流焊维修 › SMT回流焊温度曲线及精密电子焊接工藝技術讲解! |
SMT回流焊温度曲线及精密电子焊接工藝技術讲解!
|
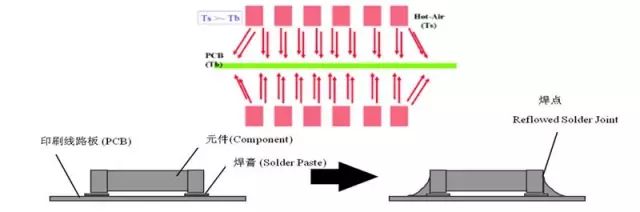
▲图片来源,曼联电子 一、SMT回流焊接工艺概述: 回流焊就是通过大量加热,使锡膏受热融化从而让表面贴装元器件和PCB焊盘通过焊锡膏合金可靠地结合在一起的制程。 焊接前,表面贴装元件依靠一定量的锡膏的粘性被固定在表面,合金焊料融化后,通过润湿作用附着在金属表面,冷却固化后,在PCB 和元件之间创建一种机械和电器的连接。
·具体过程: 按照回流焊中温度、时间的变化,焊接位置的锡膏会依次经历以下过程。
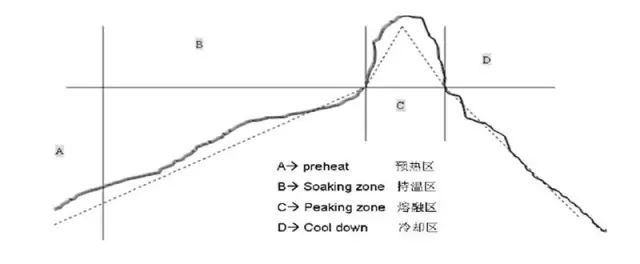
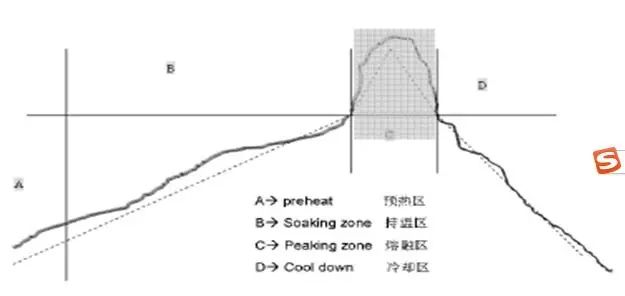
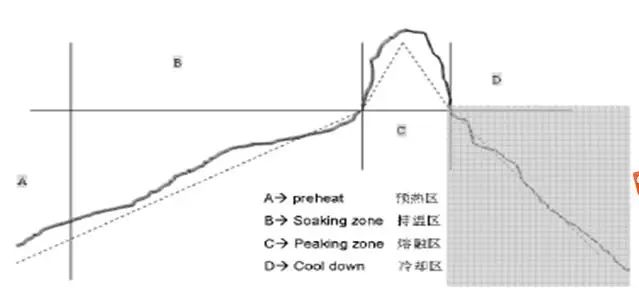
·炉温曲线: 按照温度-时间的变化规律,并结合焊料的变化阶段,可以将炉温曲线分解为:预热区、保温区、熔融区、冷却区
A 预热区: 初始的升温阶段需要注意升温速率不可快。因为升温过快可能导致PCB或零件因热应力损坏,还可能使稀释剂急速的挥发造成四溅。升温速率的限制一般是零件制造商所建议,设定在4℃/sec以下,介于1~3℃/sec之间。 关键控制点:升温速率
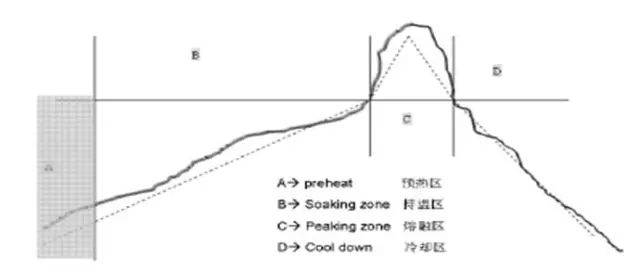
B 保温区: 保温的目的在保证PCB上的各部位到达尖峰融锡区前的温度。使锡膏中的稀释剂有足够的时间充分挥发、松香和活化剂完成其清洁接合表面的作用。更重要的是保证PCB上升温速度不一的区域能通过热传导作用而使温度到达一致。但保温区的时间也不宜过长,否则助焊剂也会因氧化而耗尽。而保温区的温度应按照PCB设计的复杂性及回焊炉的热传导性能而定。 关键控制点:保温温度、保温时间
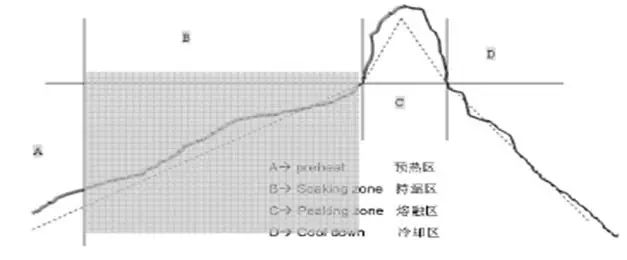
C 熔融区: 温度曲线的峰值温度是使PCB高于锡膏熔化的温度,峰值温度的选择为温度曲线中的核心过程。若温度不够高,则锡膏无法熔化;若温度过高,则会受热而损坏。 金属表面的氧化物及回焊炉中的氧气却会阻碍助焊剂有助于合并和润湿。温度愈高,助焊剂的作用愈强,但同时在回焊炉中遭受氧化的机会亦愈高。 锡膏熔化后的黏滞度和表面张力随温度升高而降低,可使润湿效果增快。 关键控制点:峰值温度
D 冷却区: 只要锡膏中的粉末颗粒熔化,并能润湿待接合的表面,则冷却速率愈快愈好,焊点光亮、接触形状良好,且有足够的强度。冷却速率慢会使较多基材物质熔入锡膏中,产生粗糙或空焊点。甚者,某些接头端金属会溶解造成抗润湿或是焊点强度不佳。当融锡未完全凝固前遭受振动,还会使焊点完整性变差。当然,如某些元器件对温差变化极为敏感,也需要对冷却速率作一定的限制。 关键控制点:冷却速率
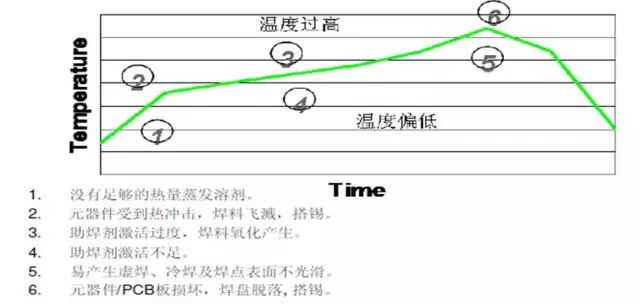
二、炉温对焊接的影响: 通过上述各阶段的分析,可见炉温控制是回流焊过程中最关键的要素。 下图列举了一些因炉温偏差造成的具有代表性的制造缺陷。
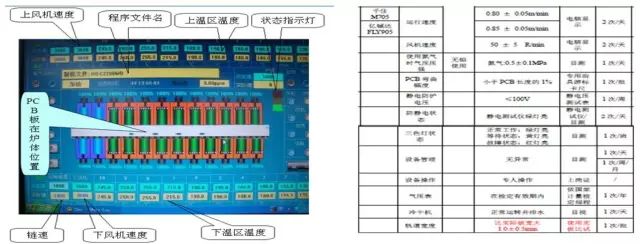
三、控制方法: 对炉温的监控体现在设备的参数控制、炉温曲线的采样、评判。 1 设备参数: 设备的程序选择、参数设置及相关监控、点检措施,是保证炉温状态的根本措施。包括:各温区设定温度、实际温度、风机速度、链速等等,并且要求设备有自动报警功能。
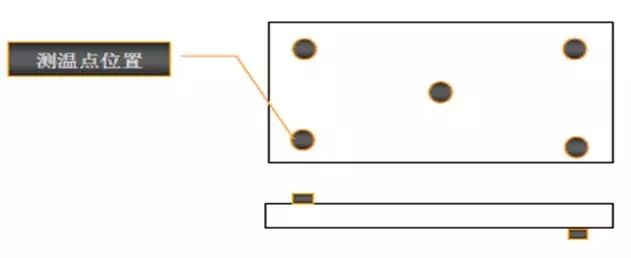
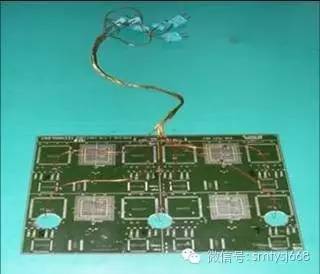
2 测温板 利用布置有温度传感器的测温板,按照正常工况通过波峰焊炉,将采样得到的温度信号生成为温度曲线,用于对炉温状态的评判。 ·测温点要尽量均匀分布 ·测温点的布置要考虑关键元器件对焊接温度的特殊要求(如IC等精密元件) ·对于双面板,需要考虑在另一面布置足够的测温点,或单独准备另一块测温板 ·测温板必须定期进行校验
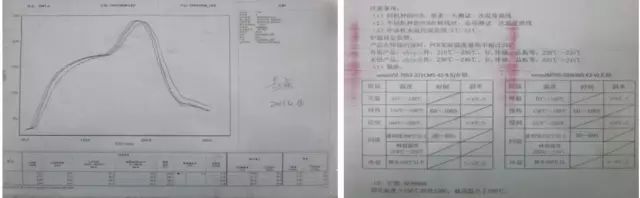
3 炉温曲线 对通过测温板生成的炉温曲线,需要进行评判和确认。 实测炉温曲线是否在包络线区间内(可参考锡膏供应商提供的标准) 升温速率、保温时间、保温温度、峰值温度、降温速率等是否在工艺要求范围内 开班、换线、设备出现异常等情况下,需要确认温度曲线后方可进行正常的生产
回流焊焊接影响工艺的因素: 1.通常PLCC、QFP与一个分立片状元件相比热容量要大,焊接大面积元件就比小元件更困难些。 2.在回流焊炉中传送带在周而复使传送产品进行回流焊的同时,也成为一个散热系统,此外在加热部分的边缘与中心散热条件不同,边缘一般温度偏低,炉内除各温区温度要求不同外,同一载面的温度也差异。 3.产品装载量不同的影响。回流焊的温度曲线的调整要考虑在空载,负载及不同负载因子情况下能得到良好的重复性。负载因子定义为: LF=L/(L+S);其中L=组装基板的长度,S=组装基板的间隔。回流焊工艺要得到重复性好的结果,负载因子愈大愈困难。通常回流焊炉的最大负载因子的范围为0.5~0.9。这要根据产品情况(元件焊接密度、不同基板)和再流炉的不同型号来决定。要得到良好的焊接效果和重复性,实践经验很重要的。 一、初步炉温设定: 1、 看锡膏类型,有铅还是无铅?还要考虑锡膏特性,焊膏是由合金粉末、糊状助焊剂均匀混和而成的膏体。焊膏中的助焊剂 (点击助焊剂的特性)主要由溶剂、松香或合成树脂、活性剂及抗垂流剂四类原物质构成。溶剂决定了焊膏所需的干燥时间,为了增加焊膏的粘度使之具备良好流变性加入了合成树脂或松香,活性剂是用来除去合金所产生的氧化物以清洁板面焊盘,抗垂流剂的加入有助于合金粉末在焊膏中呈现悬浮状态,避免沉降现象。 衡量焊膏品质的因素很多,在实际生产中应重点考虑以下的焊膏特性。 (1)根据电路板表面清洁度的要求决定焊膏的活性与合金含量; (2)根据印刷设备及生产环境决定焊膏的粘度、流变性及崩塌特性; (3)根据工艺要求及元件所能承受的温度决定焊膏的熔点; (4)根据焊盘的最小脚间距决定焊膏合金粉末的颗粒大小。 2、 看PCB板厚度是多少?此时结合以上1、2点,根据经验就有个初步的炉温了; 3、 再看PCB板材,具体细致设定一下回流区的炉温; 4、 再看PCB板上的各种元器件,考虑元件大小的不同、特殊元件、厂家要求的特殊元件等方面,再仔细设定一下炉温; 5、 还的考虑一下炉子的加热效率,因为当今汇流炉有很多种,其加热效率是各个不一样的,所以这一点不应忽视掉; 结合以上5方面,就可以设定出初步的炉温了。
二、炉温的详细设定及热电偶的安装步骤: 1, 感应温度用的热电偶,在使用和安装过程中,应确保除测试点外,无短接现象发生,否则无法保证试精度。 2, 热电偶在与记忆装置或其它测试设备相连接时,其极性应与设备要求一致,热电偶将温度转变为电动势,,以连接时有方向要求。 第二,测试点的选取,一般至少三点,能代表PCB组件上温度变化的测试点(能反映PCB组件上高、中低温部位的温度变化); 一般情况下,最高温度部位在PCB与传送方向相垂直的无元件边缘中心处,最低温度在PCB 靠近中心部位的大型元件之半田端子处(PLCC.QFP等),另外对耐热性差部品表面要有测试点,以及客户的特定要求。
回流温度曲线各区间的推荐设定值:
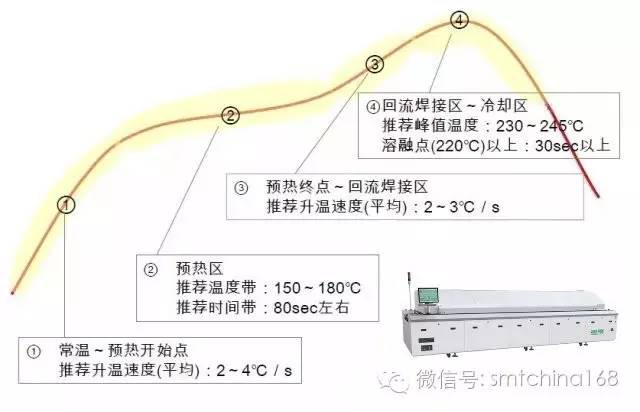
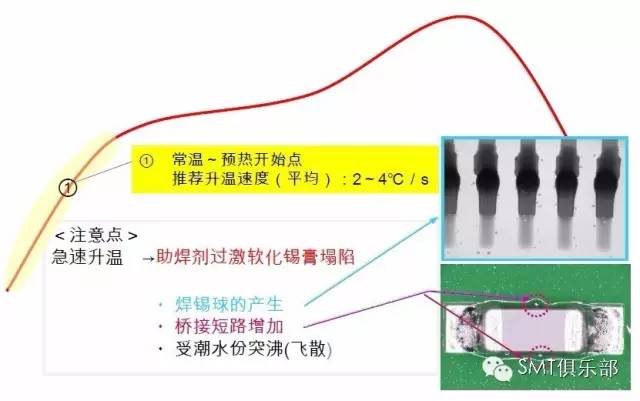
①常温~预热开始点
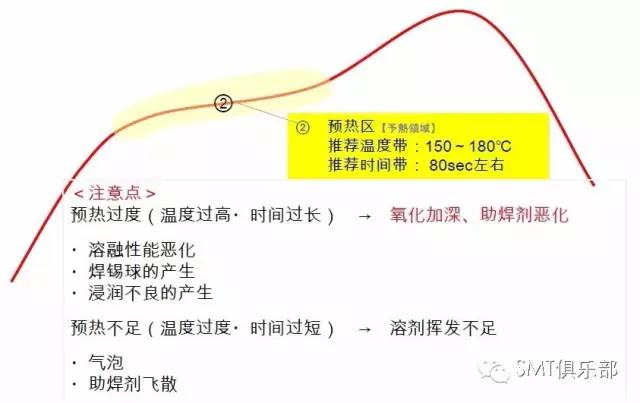
②预热区
预热过度导致氧化加深、助焊剂恶化
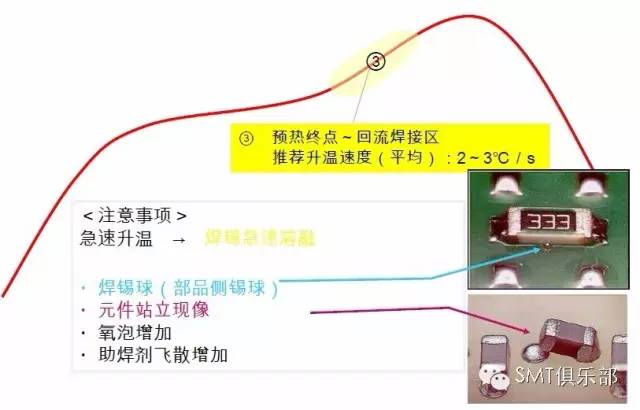
③预热终点~回流焊接区
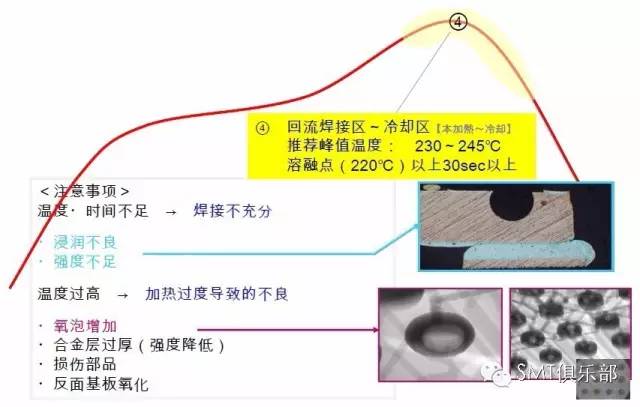
④回流焊接区~冷却区
💠 SMT迴流焊的峰值溫度,通常取決於焊料的熔點溫度及組裝零件所能承受的溫度。首先要考虑你的元件,与PCB板,是否能受此温,因为有铅锡膏和无铅的成份不同,有铅的成份为:锡:63%,铅:37%,熔点一般为183.峰值为205--230而无铅的是:锡96.5%;银:3%;铜:0.5%,所以熔点高一般为:217,峰值为:245---250 ; 一般的峰值溫度應該比錫膏的正常熔點溫度要高出約25~30°C,才能順利的完成焊接作業。如果低於此溫度,則極有可能會造成冷焊與潤濕不良的缺點。 SMT回流焊擴展閱讀 : 双轨双速回流焊炉温度曲线的实用指南概述:
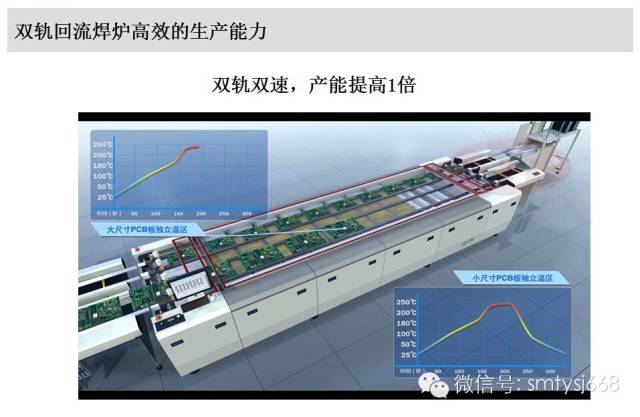
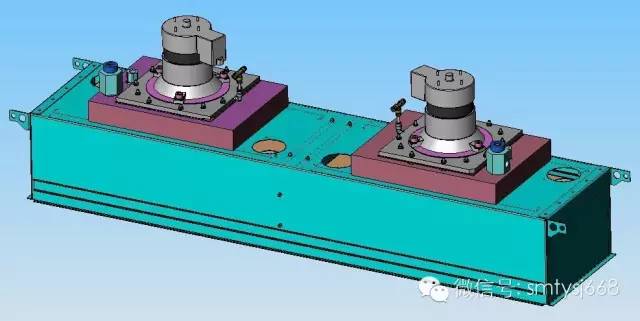
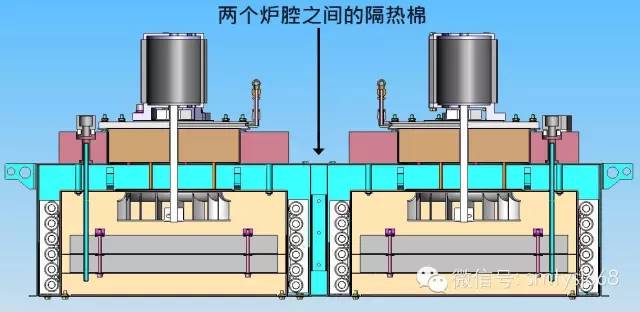
双轨回流焊炉已问世多年。通过同时平行处理两个电路板,可使单个双轨炉的产能提高两倍。目前, 电路板制造商仅限于在每个轨道中处理相同或重量相似的电路板。而现在, 拥有独立轨道速度的双轨双速回流焊炉使同时处理两块差异更大的电路板成为现实。 既然不同轨道都可以设定不同的速度,那么工艺工程师的任务就是要开发可同时满足两个电路板要求的工艺参数设置。 首先,我们要了解影响热能从回流炉加热器向电路板传递的主要因素。在通常情况下,如图A所示,回流焊炉的风扇推动气体(空气或氮气)经过加热线圈,气体被加热后,通过孔板内的一系列孔口传递到产品上。 在单轨回流焊炉中处理一个电路板时,我们可以通过修改设置点(ΔT)或带速(t)来调整温度曲线进而获得理想的温度曲线。如果我们在双轨道回流焊炉中同时处理两个不同的电路板时,我们只可以调整每个轨道的带速来获得所需的温度曲线,因为在双轨回焊炉中两个轨道同在一个炉腔,其温度设置必须是相同的。 4轨双炉膛SMT回流焊炉: 双炉膛回流焊炉可在一台回流焊炉商完成2个不同温度曲线 更短的加热器模组,进一步提升了温度均匀性使单个炉膛的横向温差为+/-2oC 提升了工艺灵活性、可重复性和稳定性 可在一个炉膛进行生产的过程中对另一个炉膛进行维护
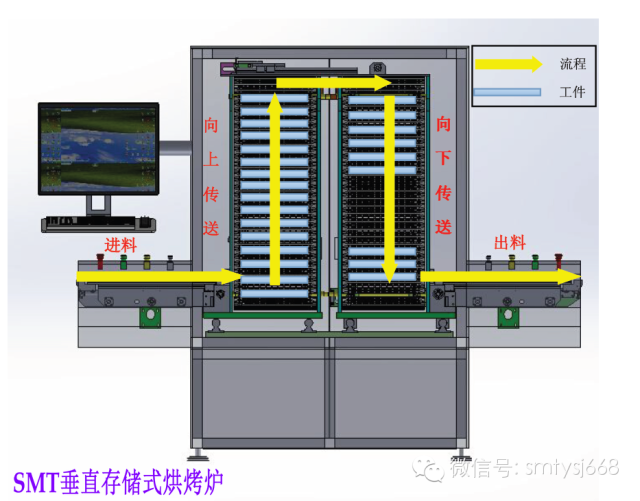
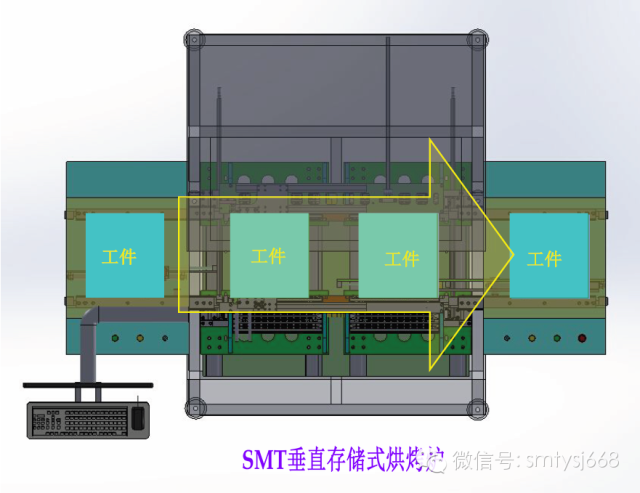
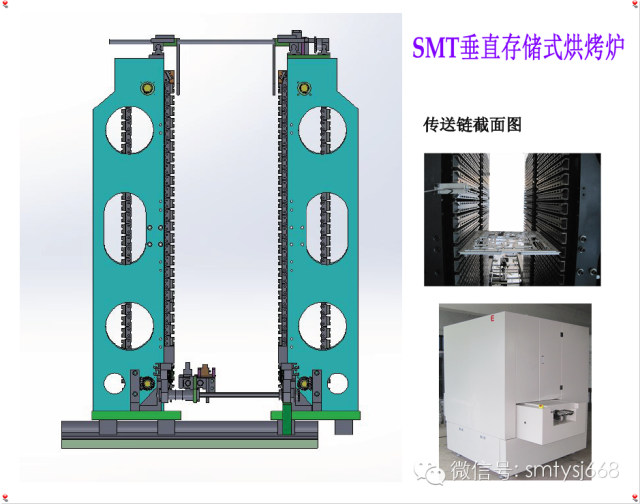
SMT垂直烘炉 : 市场对产品小型化的要求使倒焊片与DCA(芯片直接焊装)的应用越发的广泛。倒焊片技术是将芯片倒装后用焊球将其与基板直接焊接,这样可以提高信号传输速度及减少尺寸。另一种是底部填充工艺,这是将填充材料灌注入芯片与基板之间的空隙中,这是因为芯片与基板材料之间膨胀系数不一致,而填充材料则能保护焊点不受这种应力的影响。还有是球状封顶以及围坝填充技术,这两种技术是用覆盖材料将已焊接的裸芯片加以封装的工艺。几乎所有这几种封装材料都需要很长的固化时间,所以用在线式连续生产的固化炉是不实际的,平时大家经常使用“批次烘炉”,但垂直烘炉的技术也趋于完善,尤其在加热曲线比回流炉简单时,垂直烘炉完全能够胜任。垂直烘炉使用一个垂直升降的传送系统作为“缓冲与累加器”,每一块PCB都必须通过这一道工序循环。这样的结果就是得到了足够长的固化时间,而同时减少了占地面积。
紫光日东科技(深圳)有限公司 销售热线: 139-2460-2756 杨生
总之:选购好的回流焊,不要只注重其外观,好的设备通常市场均有仿制,性能和节能,安全性多方面考虑才行。当然选择时盲目选品牌也是不正确的,祝您选择到更合适您的设备. 1、购买的需求考虑:一定要从长远考虑自己公司所生产的产品工艺性能要求,产品工艺的兼容性等。——不如说现在的产品要求比较低,但今后可能要生产工艺要求比较高的精密产品,这个时候就要慎重了;再就是工艺的兼容性,现在可能红胶工艺或者低温锡浆多一点,那以后呢?在经济条件允许的条件下,我建议这个尽可能一步到位! 2、设备的性能考虑: 1)稳定性——这个一定得咨询业界用过的朋友了。要是三天两头出了问题还不如不买。 2)其他性能指标(温控如何?功耗如何?操作是否方便?维护保养?)——这些一方面要先进行各个品牌或者同品牌不同系列产品进行比较,另一方面咨询业界朋友。 3)售後服务——服务不单要强求服务的响应时间,更重要的是服务的实效。随叫随到,虽然很好,但关键是来到了能尽快给你解决问题。当然了,最好是设备稳定,永远不用烦他们。
市場上的回流焊個別品牌匯總 : 美国HELLER回流焊,美国BTU回流焊,美国索泰克回流焊,美国Vitronics Soltec回流焊_美国进口BTU回流焊炉_Vitronics Soltec维多利绍德回流焊,美国伟创力回流焊,德国REHM回流焊,美国VITRONICS回流焊,TAMURA日本田村,日本ETC回流焊,美国Speedline回流焊,日本ANTOM回流焊,日本古河回流焊,日本安通ANTOM回流焊炉,和通回流焊,勁拓JT回流焊,日东回流焊,科隆威回流焊,和西回流焊,浩寶回流焊,台灣超越回流焊,德国ERSA艾莎回流焊等等,太多了沒辦法通通收集 。
SMT电子智造高端微信群是中国最大的SMT回流焊工艺技术微信交流群, 赶快加入和小伙伴们聊聊吧!加群方法:先加小编为好友(微信号 Chinasmt168 ),发送消息“SMT回流焊工艺加群”
文章转载:在文末留言或者添加微信号【Chinasmt168】开通白名单,请在文首注明来源和作者,否则保留投诉权力。 ********************************************************** 版权说明:感谢原作者的辛苦创作,如转载涉及版权等问题,请作者与我们联系,我们将在第一时间处理,谢谢!联系邮箱:[email protected] **********************************************************返回搜狐,查看更多 |











【本文地址】